Production
SPIRAL WELDED STEEL PIPE
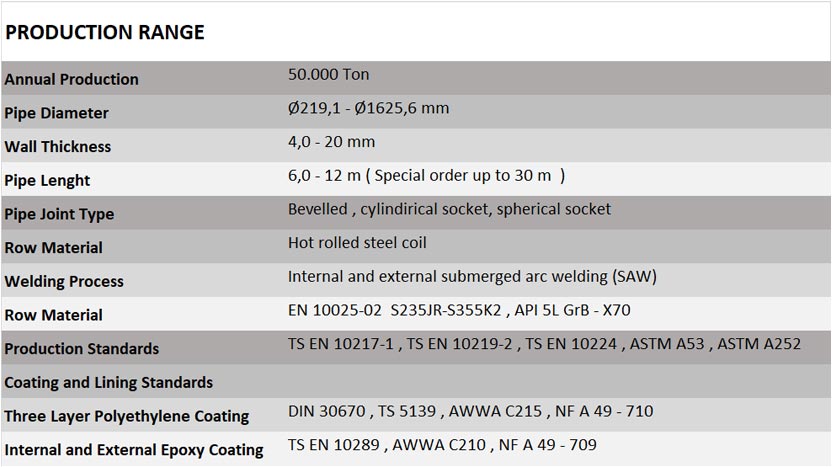
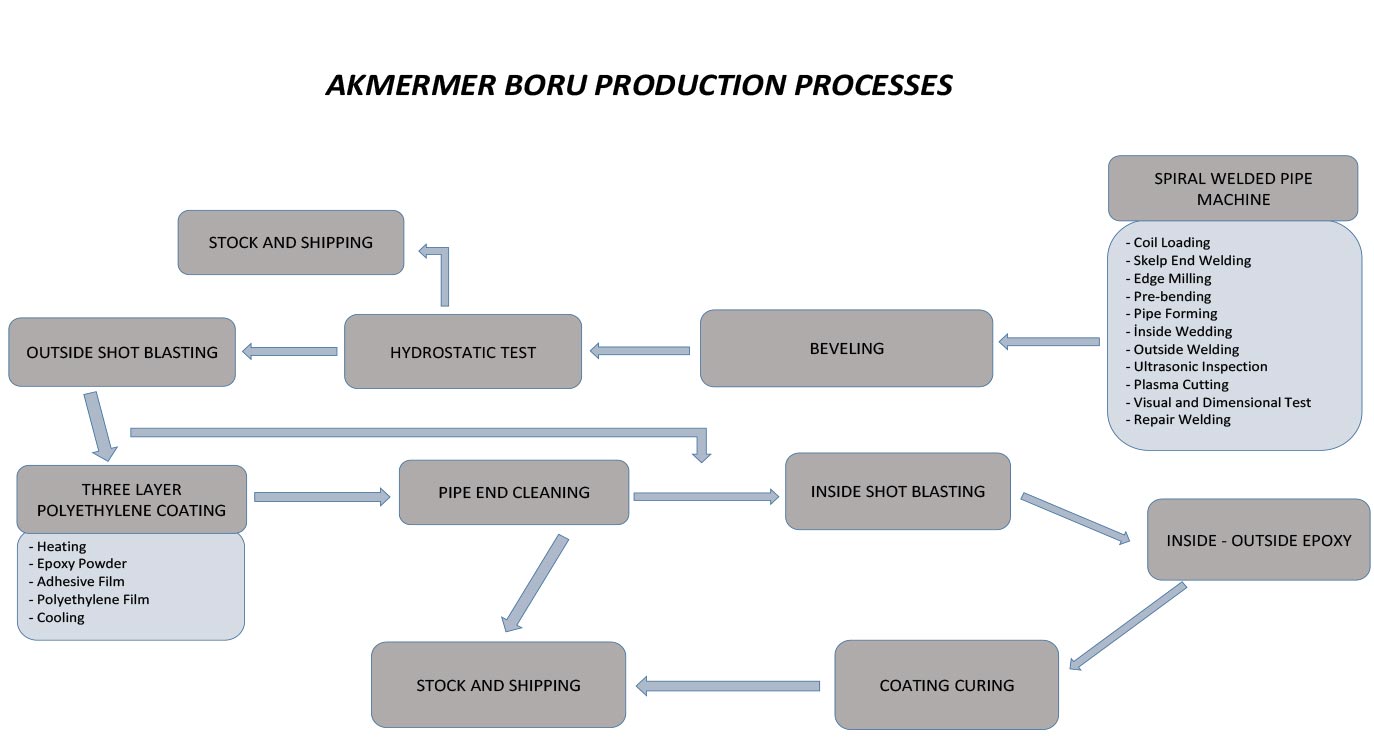
Spiral welded steel pipes are produced from high quality hot rolled steel coil. Steel coils supplied according to customer requirements are subjected to chemical and mechanical input tests, firstly visual and dimensional tests. Test results is checked by comparing it with the test certificates from the steel manufacturer and the relevant standards. The spiral pipe production process is realized by calculating the spiral angle according to the coil width and the pipe diameter to be produced. The steel coil to be produced is first opened and placed in the coil loading section of the spiral pipe machine. The straightened coil in the flattening unit is brought to a constant width by passing through the edge milling units and prepare strip edge bevelled. The pre-bending rollers bend the strip edges and provide a suitable joining form before welding. In the forming unit; The front and back forming rollers and the top forming head are adjusted to the desired diameter. Single or tandem wire submerged arc welding method is used for internal welding of the pipe. Then the external welding of the pipe is carried out by the same methods after the pipe has fed. On-line automatic ultrasonic inspection method is performed on pipe outlet conveyor. The pipe is cut to the desired length by plasma cutting method, and each pipe produced to provide traceability is numbered. Thus, the production process in the spiral pipe machine ends.
After the pipes are cut, visual and dimensional controls are carried out internally and externally according to the relevant standards. Repair of the defects on automatic submerged arc welding is completed and rechecked. Then the pipe ends are bevelled and hydrostatic tests are carried out according to the customer requirements. If the pipes are bare, they are sent to the storage area for shipment or to the corresponding coating section for coating. After cleaning the surface with internal and external shot blasting, coating processes are performed. After finishing the coating process, pipe end cleaning and, if required, pipe end expanding, production process ends. In each of these processes, visual and dimension inspections, both destructive and non-destructive inspection procedures are carried out in accordance with relevant standards, specifications and customer requirements.
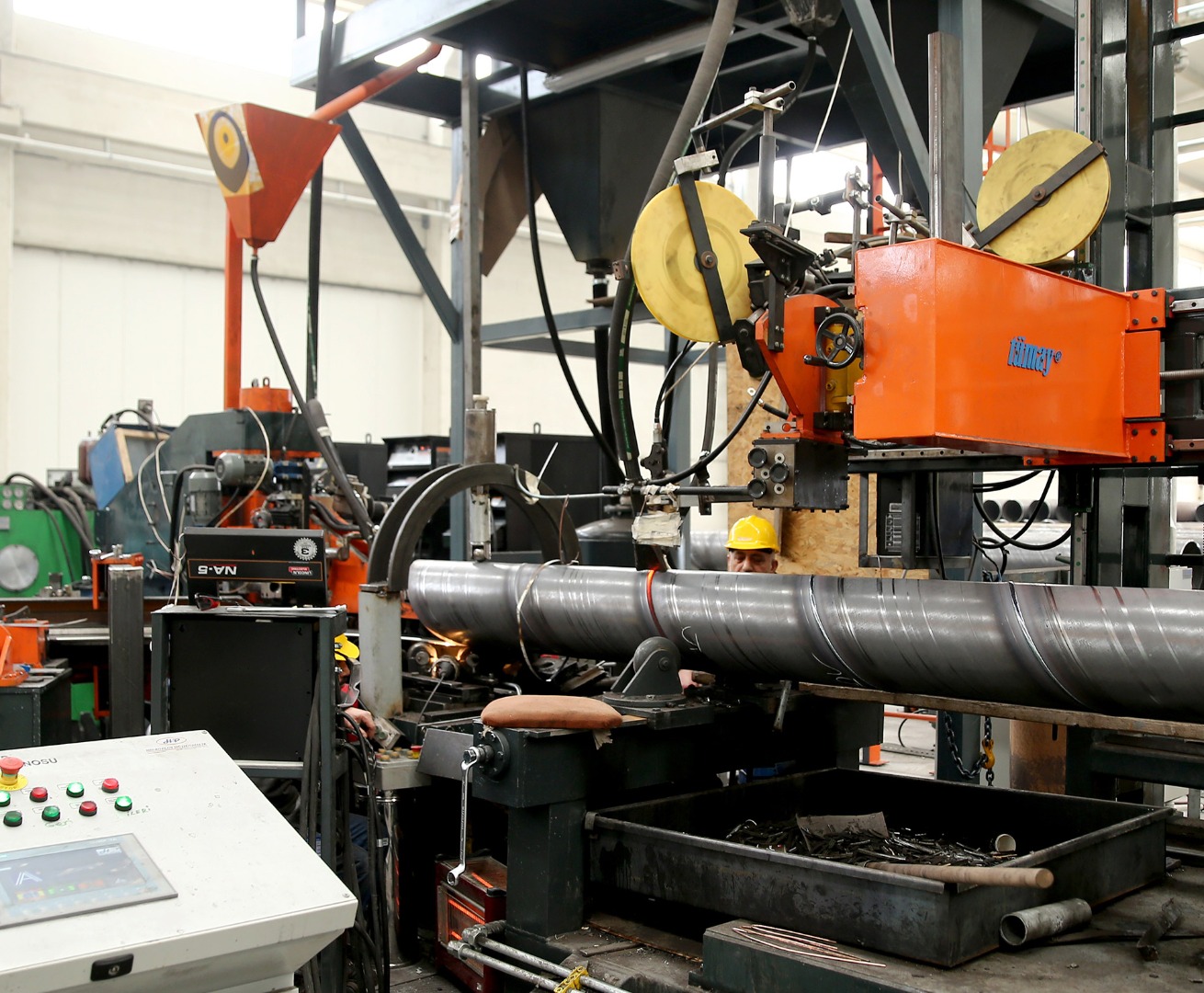
AKMERMER BORU PRODUCTION AREA
Main images from our factory..


Production
Akmermer Boru Production
Production
Akmermer Boru Production

Production
Akmermer Boru Production

Production
Akmermer Boru Production
Production
Baskent OSB Mah. Recep Tayyip Erdogan Bulvari
No: 13 Malikoy/ ANKARA